
Page 15: of Maritime Reporter Magazine (July 15, 1980)
Read this page in Pdf, Flash or Html5 edition of July 15, 1980 Maritime Reporter Magazine
 14
14
 16
16
throughout the cargo handling system.
The process barge hull will be divided into five separate areas by full and intact fireproof bulkheads.
Personnel in transit through these bulkheads will be required to use air locks. Air pressure within each of these five spaces will be con- trolled by their individual heating and ventilation units so that a pressure gradient always exists from the least hazardous area (highest pressure) to the most hazardous area (least pressure).
All spaces will be fitted with de- tection systems for combustible gases, temperature both hot and cold, and flame. Extinguishing systems will include water sprink- ler, dry chemical, Halon, etc.
The major control complex for all the Bridport facilities will be located at one end of the barge. In this space will be controls for the gas production and field proces- sing at Drake Point; the cross- island pipeline; the liquefaction process; the storage process; the interface with the ships for the loading process; and all the com- munications systems. These systems will be monitored auto- matically and constantly by a com- puter-based system. This will reduce the required staff on site to about 40.
To allow the plant to operate continually in a system which sees ship arrivals vary from one every eight days in summer to one every 16 days in winter, a "buffer" or storage capacity of 200,000 cubic meters is required. This will be contained in four tanks mounted in and integral to two barges.
Each barge hull will be about 175 meters by 36.5 meters by 23.0 meters. As with the process barge these hulls will be strengthened in way of the ice belt for the voyage north; however, unlike the process barge which will float inside its own lagoon, the storage barges will be grounded on a gravel pad in a dewatered bermed area. This is an advantage in many ways when the range of displacement of each storage barge can range from 17,000 tons (dry) to 60,000 tons (full). The liquid cargo will be stowed in tanks with a mem- brane containment system. Either the Technigas or Gaz Transport system will be acceptable. For in- ternal inspection and insulation monitoring purposes these storage barges will be double hulled throughout.
The successful docking of the tankers in an environment which grows 2.2 meters of ice each year is obviously of paramount import- ance. To aid these maneuvers, an ice management system has been designed — this will distribute warm water effluent (at about + 10°C) below the ice cover ad- jacent to the wharf. The heat con- tent of this water, about 100MW, will be obtained from the heat ex- changers used in liquefying the gas stream. This heat will inhibit the ice growth to less than one meter at the end of winter with- in an area of 100,000 square meters.
This ice management system has been extensively investigated in theory and the design will be finalized in a large scale-model within a cold room. This model will correctly grow ice, distribute warm water below the ice, and maneuver a vessel in and out of the wharf area. This model will cost about $300,000 and take about five months to build and operate.
About half the total costs of the
Bridport facilities goes into civil works, including roads, an airport, accommodations and, of course, the wharf and loading facilities for the ships. The other half will go into the process and storage barges.
MARINE DIVISION
Petro-Canada and its partners in the Arctic Pilot Project believe that resource movements from the
Arctic will commence on a year- round basis in the 1980s. The
Arctic Pilot Project contains all of the elements of these transpor- tation systems, and by its success- ful implementation and operation will demonstrate the economic viability of such systems.
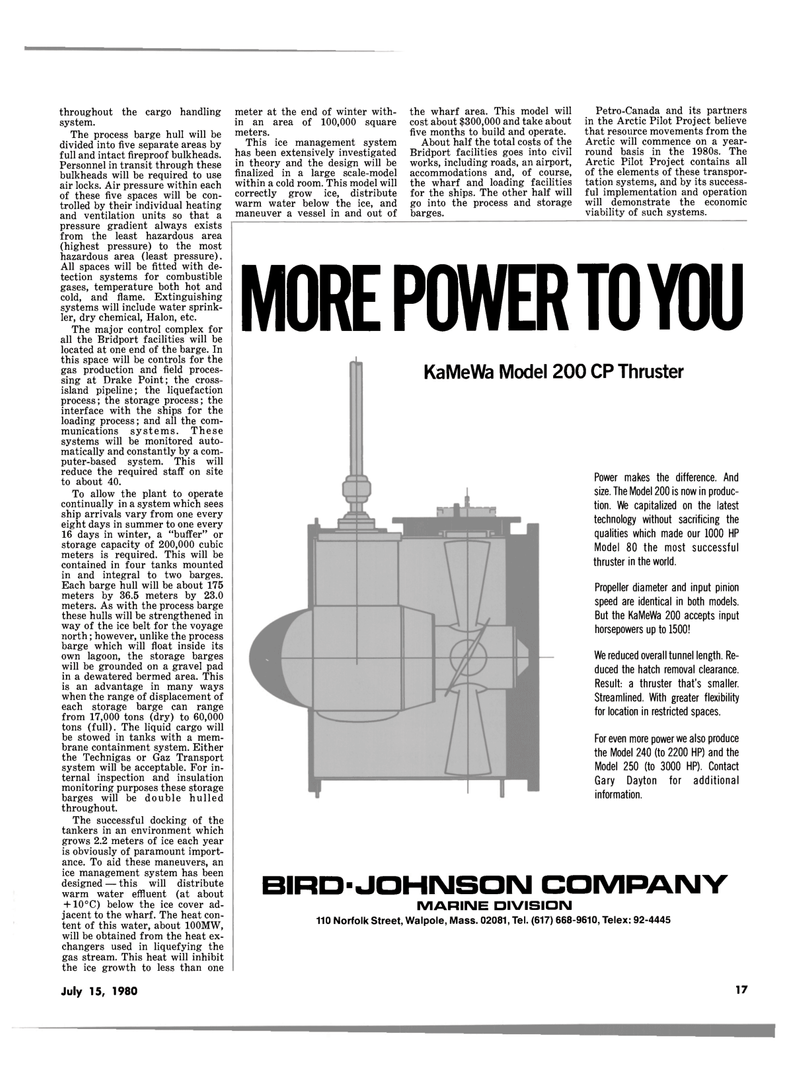
MORE POWER TOYOU
KaMeWa Model 200 CP Thruster
Power makes the difference. And size. The Model 200 is now in produc- tion. We capitalized on the latest technology without sacrificing the qualities which made our 1000 HP
Model 80 the most successful thruster in the world.
Propeller diameter and input pinion speed are identical in both models.
But the KaMeWa 200 accepts input horsepowers up to 1500!
We reduced overall tunnel length. Re- duced the hatch removal clearance.
Result: a thruster that's smaller.
Streamlined. With greater flexibility for location in restricted spaces.
For even more power we also produce the Model 240 (to 2200 HP) and the
Model 250 (to 3000 HP). Contact
Gary Dayton for additional information.
BIRD-JOHNSON COMPANY 110 Norfolk Street, Walpole, Mass. 02081, Tel. (617) 668-9610, Telex: 92-4445
July 15, 1980 17
