
Page 48: of Maritime Reporter Magazine (November 1981)
Read this page in Pdf, Flash or Html5 edition of November 1981 Maritime Reporter Magazine
 47
47
 49
49
A Look At Economical Methods For
Fuel Conservation And Upgrading
Of The Shipboard Boiler Plant
A.L. Christenson*
Most operators are not aware that just by operating their boil- ers within their design criteria, they can save 1.8 percent of their fuel costs. This fact was estab- lished by one owner over six years ago. Vessels operating un- der the U.S. flag today were, for the most part, designed and built in an era long before the present fuel crunch. They were, there- fore, not designed with high fuel efficiency in mind. However, even on these vessels fuel rates can be improved and in some cases sur- pass their original designated rates.
To accomplish this, a thorough survey of the boiler is required, paying particular attention to re- fractory ; burner throats, angles and dimensions; water sides to insure that no deposits are pres- ent ; furnace-side-pressure parts are clean; external surface of steam air heaters for non-foul- ing; calibration and replacement of instrumentation; overhaul of soot-blowing equipment, and tightness check of all valves.
Combustion controls should be serviced and adjusted. This is an item that is frequently ignored and it should not be as excess air accounts for most of the heat loss up the stack.
Good instrumentation to mon- itor air and flue-gas pressure drops and stack temperature should be installed. Stack tem- perature is extremely important as it is an indication of your boiler efficiency. Most of the older vessels do not have flue-gas ana- lyzing equipment. Therefore, an electronic flue-gas analyzer, pref- erably with chart recorders, should be installed. This expense is justified by savings experienced from better surveillance and con- trol.
Most of the older plants were designed for 15 percent excess air operational. This can be improved at a relatively low cost. In some cases, it is possible to reduce it to 10 percent with a correspond- ing improvement in performance and maintenance. Fuel quality is most often blamed for boiler foul- ing problems. However, fuel qual- ity is only one of the contributing factors. There are many docu- mented cases where chronic boiler fouling problems have been elim- inated by improving combustion, without any change in fuel qual- ity.
Minimizing combustion air saves fuel, not only by increas- ing flame temperature, but also by minimizing boiler-tube fouling and refractory slagging. In addi- tion, the decrease in dioxide con- tent retards the corrosion rate of furnace-side metals. The evi- dence on boilers operating at 5 percent excess air as compared to 15 percent excess air is quite dramatic. Units on 5 percent have operated for periods of two years with no water washing of fire- sides as compared to a cleaning cycle of three to six months for units on 15 percent.
With fuel conservation and re- duced fuel cost in mind, many owners have decided to run their vessels at reduced speed. The boiler designers should be con- sulted and their recommenda- tions solicited prior to attempt- ing this type of operation. Oper- ation of the boilers at reduced loads can lead to accelerated de- terioration and an increase in maintenance costs. If it is antic- ipated that reduced load opera- tion is to be a long-term condi- tion, it may be possible to modify the boilers and auxiliary equip- ment for optimum performance at that load. Should a reduction of 50 percent be in considera- tion, it is recommended that one boiler operation be utilized.
Modifications
In upgrading a boiler plant, we must recognize that more empha- sis is being put on the refineries to obtain higher quantities of distillates from a given barrel of crude, resulting in a degradation of the bunker fuels used by the majority of our merchant ves- sels. It has long been recognized that sulfur, vanadium and sodium are the chief constituents of a fuel oil which contribute to oper- ation difficulties. Special consider- ation must, therefore, be given to compensate for these degraded fuels. One area of major concern is the economizer.
High sulfur fuels tend to pro- mote dewpoint corrosion and foul- ing in the economizer tube-bank area. This problem has been dealt with in the past and material design changes have been made to aid in combating the "cold-end corrosion."
If the feedwater heating ar- rangement is such that the feed temperature is below 280 °F, pro- vision should be made to raise it to this level to aid in avoiding dewpoint corrosion. In the econ- omizer, the use of "Corten" or low-alloy steel fins and low-alloy tubes in place of carbon steel will give improved dewpoint corrosion resistance. By using cast-iron gill rings in the top 20 percent of the economizer, the problem of sul- furic acid attack may be mini- mized.
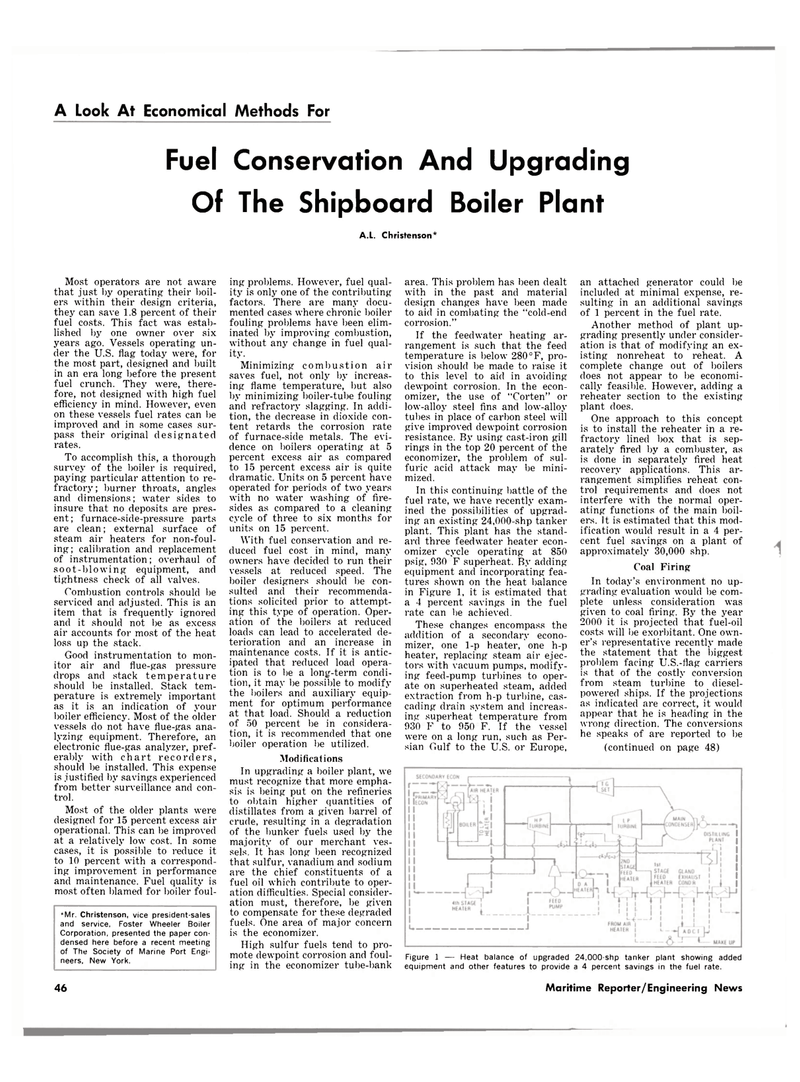
In this continuing battle of the fuel rate, we have recently exam- ined the possibilities of upgrad- ing an existing 24,000-shp tanker plant. This plant has the stand- ard three feedwater heater econ- omizer cycle operating at 850 psig, 930 F superheat. By adding equipment and incorporating fea- tures shown on the heat balance in Figure 1, it is estimated that a 4 percent savings in the fuel rate can be achieved.
These changes encompass the addition of a secondary econo- mizer, one 1-p heater, one h-p heater, replacing steam air ejec- tors with vacuum pumps, modify- ing feed-pump turbines to oper- ate on superheated steam, added extraction from h-p turbine, cas- cading drain system and increas- ing superheat temperature from 930 F to 950 F. If the vessel were on a long run, such as Per- sian Gulf to the U.S. or Europe, an attached generator could be included at minimal expense, re- sulting in an additional savings of 1 percent in the fuel rate.
Another method of plant up- grading presently under consider- ation is that of modifying an ex- isting nonreheat to reheat. A complete change out of boilers does not appear to be economi- cally feasible. However, adding a reheater section to the existing plant does.
One approach to this concept is to install the reheater in a re- fractory lined box that is sep- arately fired by a combuster, as is done in separately fired heat recovery applications. This ar- rangement simplifies reheat con- trol requirements and does not interfere with the normal oper- ating functions of the main boil- ers. It is estimated that this mod- ification would result in a 4 per- cent fuel savings on a plant of approximately 30,000 shp.
Coal Firing
In today's environment no up- grading evaluation would be com- plete unless consideration was given to coal firing. By the year 2000 it is projected that fuel-oil costs will be exorbitant. One own- er's representative recently made the statement that the biggest problem facing U.S.-flag carriers is that of the costly conversion from steam turbine to diesel- powered ships. If the projections as indicated are correct, it would appear that he is heading in the wrong direction. The conversions he speaks of are reported to be (continued on page 48) *Mr. Christenson, vice president-sales and service, Foster Wheeler Boiler
Corporation, presented the paper con- densed here before a recent meeting of The Society of Marine Port Engi- neers, New York. Figure 1 — Heat balance of upgraded 24,000-shp tanker plant showing added equipment and other features to provide a 4 percent savings in the fuel rate. 46 Maritime Reporter/Engineering News
