
Page 7: of Maritime Reporter Magazine (March 1971)
Read this page in Pdf, Flash or Html5 edition of March 1971 Maritime Reporter Magazine
 6
6
 8
8
lers are controllable pitch of Escher Wyss manufacture, 18 feet in diameter.
The procurement of the basic machinery was unique in that it was obtained as a package from the Electro-Motive Division and consists, with the exception of the reduction gears and control systems, essentially of standard pro- duction-line components. The basic prime mov- er output of the main units is programmed to completely satisfy the power needs of the ves- sel operation and fulfills multiple function re- quirements, underway and at dockside, by pro- viding 14,000 shp, rectified electrical d-c power for maneuvering and unloading, and electrical a-c power for ballasting and ship service use.
In addition to the main propulsion equipment, the Electro-Motive Division package included the 850-kw ship's service generator, the four thruster motors, the six main unloading con- veyor motors and the controls for the propul- sion, thruster and conveyor power program- ming and distribution.
The engine room was designed for one-man operation. Starting, stopping, running and monitoring functions all can be performed at the console. Main engine throttle control from the pilothouse or engine room is the electric- pneumatic type.
The basic control for assigning the main en- gines for the various functions (unloading, thruster, propulsion, ballast, etc.) is located in the engine control room. The engine room can pass this control to the pilothouse if desired.
The actual thruster controls are centered in the pilothouse and control can be transferred to the remote stations as necessary.
The ballast system is unique in that each bal- last tank has its own pumps, thus there are 18 pumping stations on the spar deck. There are 36 deck mounted Byron-Jackson deepwell tur- bine-type ballast pumps—one fill pump (3,100 gpm) and one discharge pump (3,600 gpm) at each station. The vessel can be completely de- watered in about three hours. All valving has been eliminated except for one shut-off valve at the sea connection for each tank. The sea connections are conical and eliminate the neces- sity of lay-up fittings for grease and steaming out.
All quarters are air conditioned by means of the Norris Warming heating, ventilation and air-conditioning system. Each room has its own bulkhead-mounted thermostat. Heating is pro- vided electrically. The wheelhouse is air con- ditioned and ventilated by a packaged unit.
The cargo unloading control room and the en- gine control room are air conditioned, each by its own packaged unit.
Unloading System
The unique unloading system was designed by Hewitt-Robins to handle a varying unload- ing rate from 6,000 to 20,000 long tons per hour with a free-flowing material of two-inch lump size and below. It causes a minimum of cargo cubic loss to elevate the cargo from the tank top to the upper deck level, utilizes a minimum number of transition points and changes in flow direction and it is hoped will provide a system requiring fewer operating personnel, no tunnel-gate operators and less clean-up than has previously been possible.
The main components of the system consist of a specially designed metering feed gate, a single 10-foot wide steel-cord conveyor belt, a 60-foot diameter wheel elevator, a 98-foot long by 10-foot wide transverse boom conveyor and a centrally located, programmed control sta- tion.
Material is fed from the cargo hold to the tunnel conveyor by means of 105 newly de- veloped metering gates. The design of the sys- tem is predicated on discharging from all gates simultaneously (with the exception of those gates over weigh scales). This allows unload- ing the vessel in a manner that induces the least strain on the hull, simplifies ballasting, but necessitates microscopic control of the flow through each gate. This is accomplished by a weir gate concept.
The 105 gates are divided into six groups.
Each group is gang operated by its own hy- draulic power unit operating a single set of opening and closing cylinders moving connect- ing rods tying the gates together. Each group of gates is individually operated from the cen- tral control station to provide one-sixth of the total material flow.
The 10-foot wide conveyor is used to trans- port the material from the gates to the unload- ing boom via the wheel elevator. The width is larger than normally used for two important reasons; it provides additional cargo hold cubic by allowing wider separation of the slopes and the belt is lightly loaded at all unloading rates to reduce spillage to a minimum.
The conveyor is equipped with six weigh scales, one at the end of each section of gates.
These units provide the feedback information to the control panel necessary to the operation of the system and provides the signal for auto- matic closure in the event of overloads.
The conveyor operates at 600 fpm for un- loading rates below 12,000 long tons per hour and at speeds varying between 600 and 1,000 fpm, depending on the unloading rate from 12,000 to 20,000 long tons per hour.
The rotary elevator is similar to an under- shot waterwheel in appearance and operation with the exception that it is supported by two bogy idlers and has no spokes or axle. The wheel is not powered. It rotates as a result of the friction between it and the conveyor belt wrapped around its circumference.
The hold conveyor wraps around approxi- mately 210 degrees of the outside circumfer- ence of the wheel, leaves the wheel to wrap around two drive pulleys and then return to the hold along the same route used during the elevating process but separated from the wheel by idlers.
The conveyor contacts the wheel at its low- est point. Material on the belt is trapped in one of a number of compartments formed by the wheel sides, successive radial diaphragms and the belt riding on the wheel circumference. A closing belt on the inner circumference forms the last closure on the compartments holding the material trapped until it rises to the high- est point on the wheel. Here the inner closing belt falls away from the inner circumference, allowing the material to fall by gravity to a hopper where it is transferred to the transverse boom for discharge over the side.
The transverse boom conveyor stows a- thwartship within the vessel's beam. It extends over the ship's side, port or starboard, at any distance up to a maximum of 40 feet by means of a double-acting hydraulic cylinder and cable rigging.
The unloading control station, located on the generator deck on the centerline, provides rea- sonable good visibility of the boom point in its extended position and houses the control con- i sole for all the unloading equipment. The boom is extended or retracted at this point, the un- loading rate set and maintained, the conveyor operated, and the feed gates opened and closed.
Navigation
The usual navigating equipment is provided including two Raytheon radars, Mackay radio direction finder, Raytheon fathometer (reading forward and aft), Benson Electric draft meters (reading forward, aft and midship), Sperry gyro-compass system, Leslie-Tyfon whistles,
Henschel rudder-angle and shaft rpm indica- tors, Henschel engine order telegraph, Lorain
County Radio radio-telephone (AM and FM),
Hose McCann navigating-lights panel and ship service Dial-X telephones, and Carlisle-Finch searchlights.
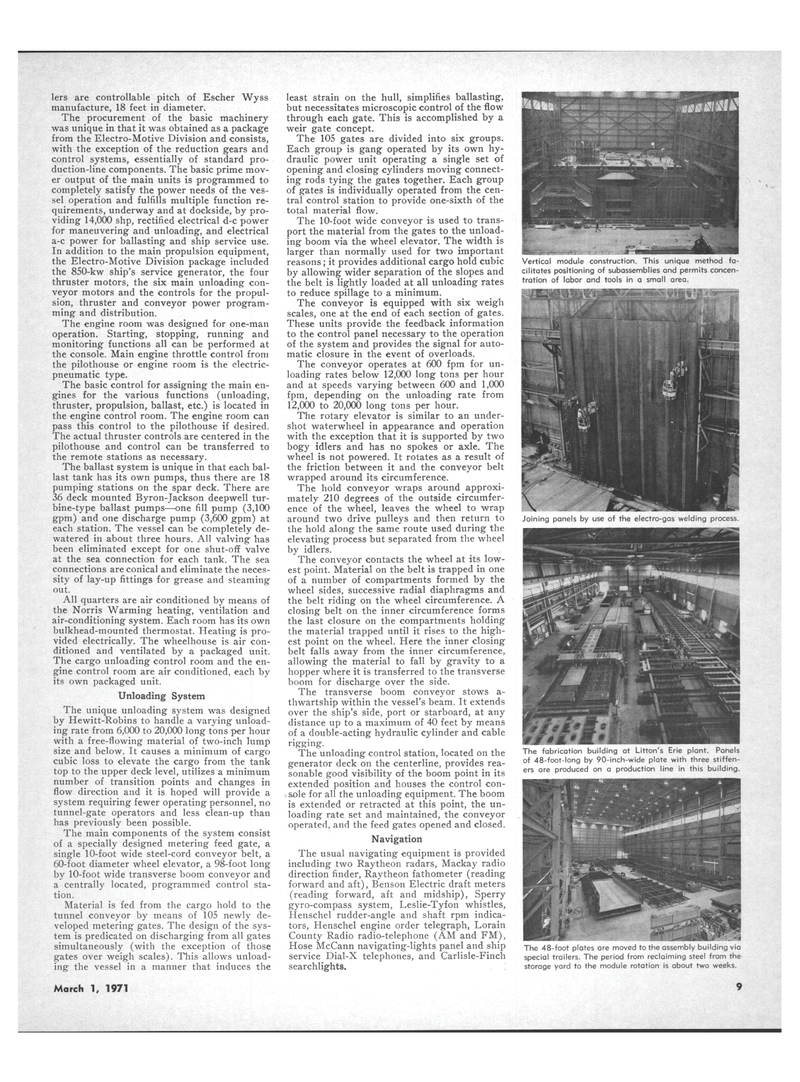
The 48-foot plates are moved to the assembly building via special trailers. The period from reclaiming steel from the storage yard to the module rotation is about two weeks.
The fabrication building at Litton's Erie plant. Panels of 48-foot-long by 90-inch-wide plate with three stiffen- ed are produced on a production line in this building.
Vertical module construction. This unique method fa cilitates positioning of subassemblies and permits concen- tration of labor and tools in a small area.
Joining panels by use of the electro-gas welding process.
March 1, 1971 9
